こんにちは、ネイトです。
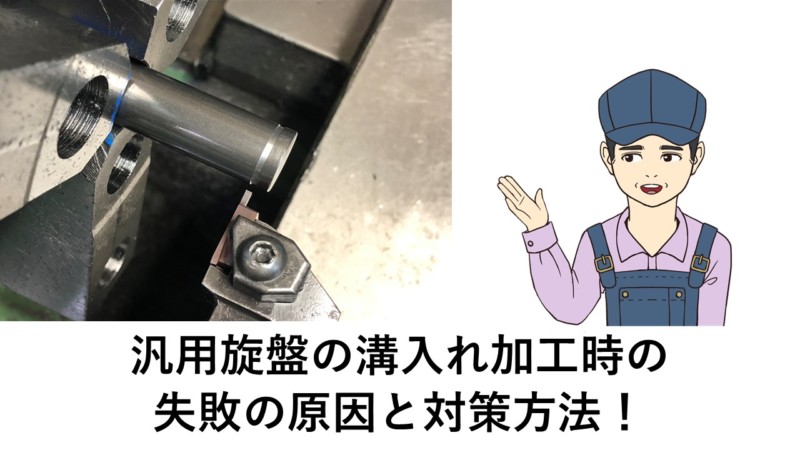
今回は汎用旋盤で外径溝入れを加工する時に
多い失敗の原因と対策法について紹介します。
汎用旋盤の溝入れ加工は
失敗しやすい加工の一つで、
僕自身溝入れ加工でたくさんの
失敗を経験してきました。

溝入れ加工時に多い失敗は主に2つ。
①溝入れ加工中にチップが折れてワークに傷が入って失敗した。
②図面の寸法線を見間違えるなど、図面の指示とは違う位置に溝を入れてしまった。

今までたくさんの方に汎用旋盤を教えてきましたが、溝入れ加工時に多い失敗は、上記の2種類が圧倒的に多かったですね。
そこで今回は、
上記の2つの内容に絞って、
汎用旋盤の溝入れ加工時に多い
失敗の原因と対策を紹介していきます。
目次
溝入れ加工中にチップが折れてワークに傷が入る

これは溝入れ加工中によくある失敗で
経験した方も多いんじゃないかなと思います。
特に深い溝入れ加工をしている時や、
1mm以下の細い溝入れチップを使って
SKDやSUS304など
硬度や粘りのある材料を加工する時に
起こりやすいです。
①切粉をこまめに抜かずに加工して、切粉詰まりでチップが折れる。
②回転に対して送りが早いから折れる。(特に小径の溝入れ)
③バイトの高さが正確に出ていないから折れる。
溝入れ加工時にチップが折れる原因は
上記の3つが多いですね。
しかしきちんと原因を理解して
対策を立てた上で加工すると
溝入れ加工中にチップが折れることを
誰でも防ぐことが可能です。
それでは溝入れ加工時にチップが折れる
それぞれの原因と対策について
紹介していきますね。
加工中に切粉がチップとワークの間に詰まってチップが折れる

これは汎用旋盤初心者の方に多い失敗ですが、
溝入れ加工をするときに
切粉をこまめに切らずに加工して
チップとワークの間に切粉が挟まり、
チップが折れたり欠けてしまいます。
特に1mm以下の細い溝入れチップで
SUS304やSKDなどの
硬くて粘りがある材質を加工する時や
深い溝入れ加工をする時に、
切粉をこまめに切らずに加工すると
チップが折れたり欠けやすくなります。

この場合の対策は簡単で
こまめに切粉を切りながら
溝入れ加工をするだけです。
切り込み量は使用するチップ幅、溝深さによって変わるので、あくまで目安になりますが、
1mm以下のチップの場合だと、0,05mm~0,1mmずつ切粉を切りながら入れる。
1mm以上のチップ幅だと0,2mm~0,3mmくらいで切る。
粘りがある材質の場合だと1mm以上のチップでも0,1mmくらいで切る場合があります。


こまめに切粉を切りながら
溝入れ加工をすることで、
チップとワークの間に切粉が挟まって
チップ折れやチップが欠けるのを
防ぐことが可能になります。
特に初心者の方は切粉を切らずに加工して
切粉詰まりでチップを折ってしまい
ワークに傷つけて失敗することが多いので、
切粉を切りながら加工することを
意識してください。
回転に対して送りが早いからチップが折れる

溝入れ加工中こまめに切粉を抜きながら
加工しているのにチップが折れるのは、
回転数に対して送りが早いから折れる
ということが原因として多いです。
特に汎用旋盤で溝入れ加工をする時は
横送りハンドルを持って手動で送るので
加工者の感覚が重要になってきます。
なので初心者の方は特に
f0,05が適切な送りの場合でも
f0,05で手動で送る感覚が分からずに、
回転に対して早く送ってしまい、
チップをよく欠けさせてしまうことがあります。
この場合の対処法として
適切な送りの早さで加工する
というのが対策になりますが、
手動送りで加工するので
感覚的な要素が強くなってしまいます。
そこで手動送りの時に
適切な早さで送る練習方法として、
自動送りで送りを掛けている状態で
横送りハンドルを持って、
送りの早さを手で覚える
というのが効果的な訓練方法になります。
こちらの動画で1分35秒あたりから
手動で送りの早さを覚える方法を
紹介しています。
自動送りの早さを
カタログに記載されている
溝入れチップの送りで設定して
自動送り中のハンドルを持って、
送りの早さを覚えるという訓練を行うことで
初心者の方でも送りの早さを
簡単に覚えることが可能です。
手動送りの早さが分からない場合、
この方法で練習すると
初心者の方でも手動送りの早さの感覚を
手で覚えやすくなるのでお勧めです。
そして実際に加工する時に
送りが早くなりすぎないように
加工することで、
チップ折れを減らすことが
可能になります。
小径のワークの溝入れ加工時は特に送りの早さに注意が必要

小径のワークに溝入れ加工する時、
使っている汎用旋盤の性能の関係で
適切な回転数で加工できない状況が
多くなってきます。
そのような場合は、
適切な回転数で加工している時よりも
送りを下げて加工する必要があります。
しかしそのことに気が付かずに、
回転数が足りてないのに、
送りを下げずに溝入れ加工をして、
チップが折れてしまうというのが、
よくありますね。
溝入れ加工する時に、
3000rpm回転させた時に
f0,05mmで送るのが
使用するチップの適切な加工条件だけど、
旋盤の性能の関係で
1500rpmしか回転させれない場合。
1500rpmしか回転してないのに
3000rpm回転させた時と
同じf0,05mmで加工すると、
回転数に対して送りが早い状態になり、
チップが欠けやすくなります。
そのような場合の対処法は、
適切な回転数で加工している時よりも
送りを下げて加工するのが
最適な対処法になります。
3000rpmでf0,05が適切な送りだけど、
旋盤の性能の関係で1500rpmしか
回転させることができないのなら
送りを半分のf0,025まで下げると
チップ折れを減らすことができます。
といった感じで機械の性能の関係で
必要な回転数まで上げることができない場合は
送りを下げて加工することで、
チップ折れを減らすことができます。
これは意外と知らない方が多く、
小径のワークに溝入れ加工をする時の
チップ折れの原因の中でも多いので、
注意が必要です。
バイトの高さが正確に出ていない
回転に対して送りが早い原因以外に
チップが折れる原因として多いのが、
バイトの高さが正確に出てない状態で
加工していることがあります。
直径が大きいワークになると
バイトの高さが少しくらい出てなくても
問題なく加工できる場合がありますが、
直径が小さいワークになると
バイトの高さが正確に出てないと
チップが折れやすくなります。
特にバイトの高さが中心よりも高い場合、
スムーズに溝が入らずに、
横送りハンドルが重たくなり、
チップがパキって折れることが
よくあります。
対処法は
バイトの高さを正確に調整してから
加工に入るだけです。
バイトの高さを正確に出すのは
メンドクサイかもしれませんが、
基礎中の基礎です。
僕も過去に
バイトの高さを正確に出さずに加工して
チップをよく欠けさせたり、
折ったりしてしまい、
ワークに傷をつけて失敗してきました。
そのたびに上司や先輩から
「お前はまた失敗したんか。」
「チップがもったいないだろうが」
などと怒られて辛い思いをしてきました。
その経験をしてからは
バイトの高さを正確に調整してから
溝入れ加工に入るようにしたところ、
バイトの高さが出てないのが原因で
チップが折れて失敗することが
なくなりました。
20年経験を積んだ今でも
バイトの高さを正確に調整してから
溝入れ加工に入ることを徹底しています。

溝を図面と違う位置に加工して失敗する

これまで紹介してきたのは
主に加工中に起こる
溝入れ加工の失敗でした。
しかしここから紹介するのは
図面の見間違いや計算間違いによる
ケアレスミスが原因の失敗になります。
加工中に溝入れチップが折れて
ワークに傷が入る失敗は
経験を積んでいくと
自然と体が覚えていくようになります。
しかしこの図面の寸法を見間違えて
違う位置に溝入れ加工をして失敗するのは、
きちんとした対策を取らないと
どれだけ経験を積んでも
同じ失敗を繰り返してしまいます。
①チップ幅を考慮せずに加工した。
②図面の寸法線を見間違えて違う位置に溝を加工した。
③計算を間違えて、違う位置に溝を加工した。
この3つが
溝位置を間違えて加工した時に
多い原因になります。
この3つの失敗の原因に対する対策は
溝入れ加工をする時に
図面の見間違いや計算間違いをしない
図面チェックの方法を手順化することです。
①使用するチップの幅を考慮して寸法をチェックしているか?
②寸法線は見間違えてないか?
③計算は間違えてないか?
④加工前に使用チップの幅は測っているか?
このような内容の作業手順書を作って
図面チェックを行うことにより、
上記のケアレスミスが原因の
溝入れ加工の失敗を
減らすことが可能です。

作業手順書を作成してから20年ほどは、
一度も溝位置を間違える失敗をしていません。
図面チェックをするだけの
作業手順書かもしれませんが
これまでも多くの方の
溝位置間違いの失敗を減らすことに
成功していました。
逆に言うと
どれだけ経験を積もうと
作業手順書を作らないと
溝位置を間違えるケアレスミスが
減ることはないでしょう。
作業手順書を作らずに
溝位置間違いという
ケアレスミスを繰り返すと、
「材料代がもったいないだろうが」
「仕事が進まないだろうが」
などと、上司に怒られる可能性が高くなります。
(僕の旋盤で失敗が多かった頃のストーリーはこちら)
さらに上司に怒られるだけでなく、
ケアレスミスは失敗の中でも印象が悪く、
給料やボーナスの査定でも評価が
下がってしまう可能性が非常に高いです。
せっかく一生懸命頑張っても
簡単な失敗をすることで
上司に怒られるだけでなく、
給料やボーナスの査定が悪くなったら
かなり辛いですよね。
なので溝位置間違いの失敗が多い場合は、
溝位置間違いが起こらないようにするための
作業手順書を作ることを
強くおすすめします。
とは言っても
どんな作業手順書を作ったらいいのか
分からない方がほとんどだと思います。
そこで、そのような方のために
僕が製作販売している作業手順書の一部を
無料体験版として公開しています。
僕が汎用旋盤を20年使って学んだ中でも
選りすぐりの物を凝縮して
詰め込んでおります。
こちらの無料体験版を見るだけでも、
どのような手順で図面チェックをすると
チップ幅を考慮せずに溝加工をした、
図面の寸法線を見間違えた、
といったケアレスミスが原因の失敗を
減らすことができるのか
誰でも理解できるようになりますので
ぜひご覧いただければと思います。
外径溝入れの失敗対策、まとめ
今回は汎用旋盤での
外径溝入れ加工時に多い
失敗の原因と対策について紹介しました。
①溝入れ加工中にチップが折れてワークに傷が入って失敗した。
②図面の寸法線を見間違えるなど、図面の指示とは違う位置に溝を入れてしまった。
この2つが溝入れ加工時に多い
失敗の内容になります。
そしてそれぞれの対策が
下記になります。
切粉が詰まってチップが折れるなら、こまめに切粉を切りながら加工する。
回転に対して送りが早くて
チップが折れて失敗するなら、
手動送りの早さを覚える練習をして、
チップが折れない送りで加工する。
回転数が足りない状態での
小径ワークの溝入れ加工は
回転が足りてない分、
送りの早さを下げて加工する。
バイトの高さを正確に調整するのを
当たり前の習慣にする。
図面の寸法線を見間違えて失敗する。
溝入れチップの幅を考慮せずに加工して失敗する。
計算間違えをして失敗する。
このようなもったいない
ケアレスミスによる失敗をするのなら
溝入れ加工がある時の
図面チェックする作業手順書を作って
ケアレスミスが出ないようにする。
溝入れ加工時の失敗の内容に合わせて
適切な対策をとることで、
溝入れ加工時の失敗を減らすことが
可能になります。
失敗が減ることで、
「材料代がもったいないだろうが」と
上司から怒られることもなくなりますし、
再製作の無駄が減ることで
仕事のスピードも飛躍的に早くなり、
給料、ボーナスアップに繋がる可能性が
高くなります。
逆に適切な対策を取らずに失敗を繰り返していると、
「チップや材料代がもったいないだろうが」
「失敗したら納期に遅れるだろうが」
と毎日のように怒られるだけでなく、
給料やボーナスの査定も悪くなる可能性が
非常に高くなります。
そうならないように失敗した時は
きちんと失敗の原因を見つけて
原因に対して適切な対策を立てて、
同じ失敗を繰り返さないように
する必要があるのです。
汎用旋盤を使う上で
避けて通れない溝入れ加工。
ぜひ失敗せずに加工できるように
なっていただければと思います。