こんにちは、ネイトです。
今回は汎用旋盤で使う
おすすめの仕上げチップを紹介します。
同じ同業の方と会うときに聞かれたり、
当サイトのお問合せで多いのが、
「どのチップがおすすめですか?」
という内容。
現在、色々なメーカーから
多種多様なチップが発売されていて、
選択肢が多くなっています。
メーカーさんも
新製品の説明会を行ってはいますが、
旋盤などの金属加工の職種って
「仕事は見て覚えろ」と言った感じで、
閉鎖的な環境にあり、
工具などの情報があまり出てないですよね。
その結果、
どのチップが良いのか
分からないという方も多いと思います。
そこで
僕が愛用している仕上げチップを紹介するのですが、
仕上げチップで絶対おすすめなのが、
京セラのPVDコーティングシリーズ。
あまりに素晴らしすぎて
かれこれ20年ほど愛用している
仕上げチップになります。
今回は、この京セラの仕上げチップを
汎用旋盤でおすすめする3つの理由を紹介します。
目次
色々な材質が削れる!

まず1番にいい所を挙げるとしたら
1つの種類で色んな材質が削れることですね。
この材質の仕上げチップを持っていれば、
サーメット、超硬、ダイヤチップなど
各材質に合わせたチップを
用意しなくても大丈夫です。
このチップだけで、
様々な材質、問題なく仕上げれます。
NC旋盤での量産なら
同じ材質の製品を加工する事が多くなりますが、
汎用旋盤は単品加工が多く、
材質も多種多様な物が多くなります。
被削材に合わせて
色々な材質のチップを用意するのは
コストも掛かるし面倒臭いんですよね。
しかし、このチップなら
鉄、ステン、アルミ、銅、チタンなど
様々な材質も仕上げることが可能なんですよ。
1つのチップで色々な材質が削れて、
汎用旋盤で非常に使いやすいんです。
低周速でも削れる!
このチップのすごいところは、
色々な材質を削れるだけでなく、
低周速(遅い回転)でも面が出やすいこと。
サーメットで鉄を仕上げる時、
高速回転で削らないと面が出ないですが、
このチップは高速回転で削らなくても
仕上げ面が綺麗に出ます。
汎用旋盤、NC旋盤で
直径が大きい物を加工する時。
回転数を上げ過ぎると、
遠心力でチャックが開いて、
製品が飛んでしまう可能性があるんですね。
そうならないためにも、
回転数を落として加工するようになるのですが、
そんな時に、低周速でも面が出る
このチップの性能が生かされます。
さらに技能検定でも
使いやすいチップですね。
直径が小さい物を削る時、
汎用旋盤の最高回転数でも
適した切削速度より遅い条件で
削るようになってしまいます。
技能検定の課題であるS45Cを
サーメットのチップで仕上げる場合、
回転数が遅い状態で削ると
面が綺麗に仕上がらずに汚くなってしまう。
しかしこのチップを使うことで、
遅い回転数でもサーメットよりも
綺麗な面で仕上げることが可能です。
仕上げ面もきれい!(材質別仕上げ面掲載)
上記でも紹介しましたが、
このチップは回転数が遅くても
仕上げ面が綺麗に出ます。
しかも色々な材質で、
綺麗な仕上げ面が出る
超優れものなんですよ。
参考までに、
このチップで削った仕上げ面を掲載します。
(すべて切削油を一切使わないドライ切削にて加工)

材質SS400(直径18mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質S45C (直径20mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質SK3(20mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質SKD11(22mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07
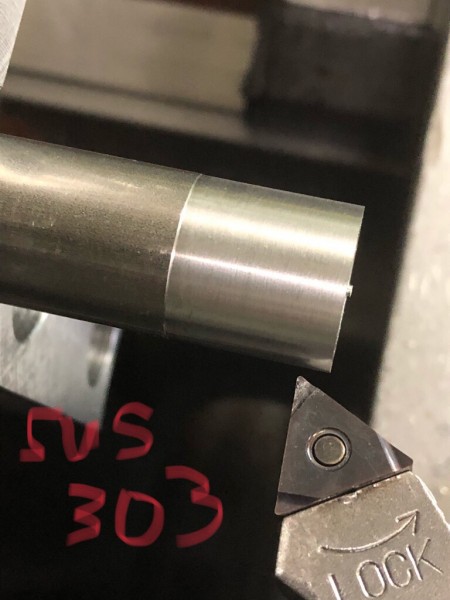
材質SUS303(20mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質SUS304(20mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質SUS430(25mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質SUS630(20mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07

材質A5052(25mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07
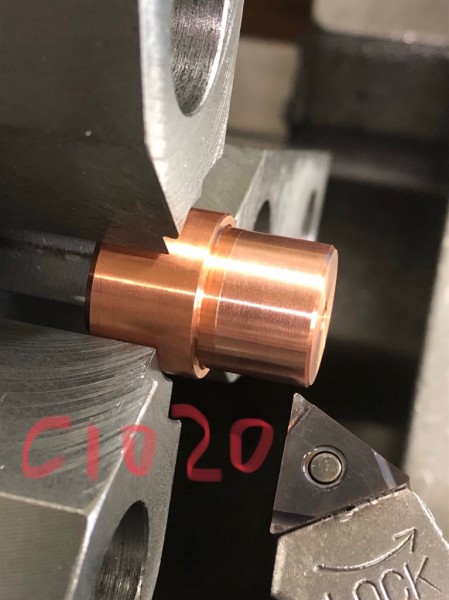
材質C1020(18mm)
715rpm(回転数)
切り込み0,1mm
f(送り)0.07
鉄は曇ったような面になっていますが、
材料の表面を押しつぶすようにして
面を輝かせるサーメットとは違うので、
この曇った面はチップがよく切れてる証拠。
このような感じで
色々な材質でも削れて、
低回転でもきれいに面が出ます。
この試し削りしたチップの材質は
PR1125。
加工する材質にステンレスが多い場合は、
PR1125がおすすめです。

加工する材質に鉄が多い場合は
PR1725がおすすめです。


まとめ
というわけで、今回は
僕が旋盤で使っている
おすすめのチップを紹介しました。
1つのチップで色々な材質が削れる。
低回転でも削れる。
仕上げ面がきれい。
この3つが、
今回紹介したチップをおすすめする
理由になります。
1つのチップで色んな材質が削れるので
被削材のに合わせてチップを用意しなくてもいい。
回転が遅くても仕上げ面が出るので、
面が綺麗になるまで、
何度も何度も削りなおす必要もない。
超コスパよくて、
使わないのはもったいないですよ。
超おすすめのチップなので、
是非使ってみてください!