こんにちは、ネイトです。アリ溝加工が苦手な人必見!!
今回はアリ溝の加工におすすめなバイトと加工方法の紹介です。
入口が狭くて奥が広くなっているアリ溝。Oリングが落ちないようにするために、入口を狭くして奥を広くしているので、加工が難しくなり、苦手な人も多いのではないかなと思います。
私もアリ溝加工はかなり苦手でした。普通旋盤を覚えている時に初めて図面を見たときは「こんな加工どうやってやるの?」と頭に?マークが浮かんでいました。見よう見まねでバイトを成形して加工して何とかできましたが、1か所のアリ溝加工をするのに丸1日掛かったのはいい思い出です。
それから普通旋盤、NC旋盤でアリ溝をかなりの数加工してきました。自分でバイトをグラインダーで成形して作ったり、ワイヤー加工でバイトを作ったり、市販品でバイトを作ったりして色々と研究した結果、スムーズにアリ溝加工ができるようになりました。
そこで今回は旋盤加工の中でも難易度の高い、アリ溝加工方法とおすすめのバイトについて記事にしてみようと思います。
目次
アリ溝加工におすすめのチップは?

通常の端面溝入れと違い、入口が狭くて奥が広くなっている溝。オーリングが落ちないようにこの形状になっています。
そのため通常の溝入れバイトだとテーパー加工ができないので、テーパー部を加工するバイトを用意しないといけないです。通常の端面溝だと1本のバイトで加工できるが、アリ溝だと3本必要になるんですね。
それに加えて加工するのが面倒。特にオーステナイト系のステンレスだと刃物があっても加工中に折れやすかったりします。それに加えてプログラムを組むのが面倒で嫌がる人が多いです。
しかしそのような面倒で周りが嫌がる仕事こそ、付加価値が高くなり稼げる仕事なんですけどね。

私は自作の工具で加工する場合は京セラの溝入れチップをベースにして、このような刃物を自作して加工しています。グラインダーで自分で成形してもいいですし、ワイヤー加工で成形してもいいです。ただしワイヤー加工で成形した場合は、ワークに当たる部分にグラインダーですくいをつけないと削れないので注意!
自分でグラインダーで成形できない。ワイヤー加工機が会社にない。そんなあなたにおすすめしたいのがOリング加工用のバイト、スモールオーリンガーバイトです。

各Oリングのサイズに合わせたサイズのバイトが各種揃っています。このバイト、神です。自分でめんどくさい成形などをやる手間が省けます。
自分でグラインダーを使って成型した場合だと、先端のRの寸法がきちんと出てなかったり、ワイヤー加工で成型したら熱の影響でチップの切れ味が悪くなったりします。しかしこのスモールオーリンガーを使って加工すると、そのような問題もなくスムーズにアリ溝加工をすることができます。
グラインダーで何度も何度も成形したり、ワイヤー加工で成形したあとにグラインダーですくいを付ける作業も必要なし。超快適で機械が止まる時間も減り、スムーズに仕事が進みます。
アリ溝の加工方法
まずは端面溝入れで、ストレートの溝を加工します。
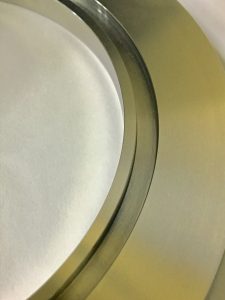
(画僧は端面溝入れのみのワーク)
それから自作バイト、もしくはスモールオーリンガーなどのアリ溝加工のバイトで、加工していきます。
アリ溝の加工の条件は、ステンレスの場合、周速100~120ほどで直径0,2~0,3mmの削り代でF0,01~0,03の間で削っていきます。(大きいオーリングの場合だと、送り、削り代はもっと上がります)
NC旋盤で加工する場合は、入口から少しずつ奥に広げていくように削っていくのが、コツですね。
G41,G42の径補正を使って削っていくか、径補正をかけずにノーズR補正分を自分でずらしてプログラムを作って削っていってもいいです。あなたがやりやすい方で、プログラムを作ったらいいでしょう。
最初に加工した端面溝の底面との段差ができないように、注意が必要。NC旋盤なら摩耗オフセットで微調整すると調整しやすいです。
汎用旋盤は目盛を間違えないように注意するか、目視で底面との面一に合わせるといいでしょう。
加工した後は、最初に加工した端面溝との段差が無くなるように、ペーパーなどで磨いてやります。段差が少なければ少ないほど、少し磨くだけできれいに面がでるので、極力段差が無いように加工する事を心掛けるといいでしょう。
真空シール面だと光の加減で見えるキズもNGになる場合があるので、目の細かいペーパーで磨くとキズが付きにくいので、素早く磨くことができます。
400番くらいのペーパーで磨くと面がきれいに仕上がりやすいですね。
刃物の成型や加工が難しくて敬遠されがちなアリ溝加工。しかし人が嫌がる仕事をやると、付加価値が高くなり、より稼げるようになります。是非、アリ溝加工に挑戦してみてください!