こんにちは、ネイトです。
今回はアルミの仕上げ加工で
簡単に綺麗な面を出す方法の紹介です。


色々な工業製品に使われる材質のアルミニウム。
アルミニウムと言っても
A5052、A5056や、A2017、A6063、A7075など色々あり、
それぞれの材質によって切削性が違ってきます。
僕がアルミの中でも削るのが嫌だったのは、
A5052,5056の番手が特に嫌でしたね。
荒加工したらゴリゴリと音が鳴ってむしれる。
むしれが酷すぎて仕上げ加工しても、
むしれが取れずに不良品になる。
とにかく切削性が悪くて削りにくので、
加工するのが嫌で嫌で仕方なかったです。
A5052を削った後に2017などを削ると、
同じアルミとは思えないくらい切削性がよくて、
「A5052、5056、1050以外はアルミと思わない!」
と言いながら加工していたのが懐かしいです。


アルミ(A5052)を加工した経験がある人は、
綺麗に削ったつもりでも面が毟れていたりして、
不良品になって作り替えるといった
経験をした人もいるんじゃないかなと。


そんなアルミの仕上げに苦戦している
あなたへおすすめしたいのが、
ダイヤチップを使った仕上げ加工!!
アルミを削る時は、
高速回転で回転させて超硬チップを使って
加工するのが一般的に言われています。
しかし高速で回転させるなら
遠心力でチャックが開くから
ある程度チャック圧を上げた状態で
ワークを掴まないといけない。
しかしアルミは柔らかいので、
チャック圧を上げたらひずみが出てしまう。
なのでチャック圧を下げないといけないけど、
チャック圧が低い状態で回転数を上げると
遠心力で爪が開いてワークが飛んでしまう。
なので汎用旋盤で加工する場合には
あまり回転数を上げずに超硬チップで削るようになりますが、
回転数が遅いと毟れがでて面性が悪くなりやすい。

どうですか?この仕上げ面。
A5052、汎用旋盤で回転数800rpmほど、
f0,07mmで仕上げてます。
初めてダイヤチップでA5052を仕上げた時は、
もうびっくりするくらい綺麗な面がでて、
感動したのを今でも覚えています。
「こんないいダイヤチップがあるなら、もっと早く教えてくれてもいんじゃないの?」
と思ったりもしましたが(笑)
今までA5052,5056などの
アルミの加工が苦手で嫌だったのですが、
ダイヤチップを知ってからは
仕上げ面も低速で簡単に
綺麗に仕上げることができるようになり、
アルミ加工が大好きになりました。
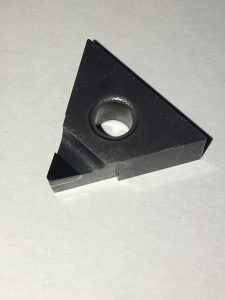
ダイヤチップを使うときの注意点として、
刃先を手で触ってしまうと
手の脂の影響で切れ味が悪くなり、
仕上げ面が悪くなってしまいます。
ダイヤチップを長く使いたいのなら、
刃先を手で触らないように注意!!
旋盤を使い始めた当初は
アルミの加工が苦手で悩んでいましたが、
ダイヤチップを使い始めてからは
アルミの加工が大好きになりました。
アルミ加工の仕上げで悩んでいるあなたに
超おすすめのチップです!