こんにちは、ネイトです。
今回は汎用旋盤で加工する時の
適切な回転数の設定方法を紹介します。
汎用旋盤で加工する時の回転数の設定は
かなり重要な要素となり、
回転数が遅いと加工時間が長くなったり、
仕上げ面が汚くなってしまったり、
回転数が早すぎると工具寿命が短くなるなど、
加工時間や工具寿命に大きな影響があります。


設定した送りがf0,1なら、
1回転あたり0,1mm進むようになり、
回転数が早ければ早いほど、
同じ送りの早さで送っても、回転数が早い方が
加工時間は早いです。


理想的な回転数の設定は、
早く加工ができ、工具寿命が長持ちする
回転数の設定がベストになります。
しかし回転数って、
回転数を出す公式で計算すると
理論上の回転数は簡単に出せますが、
切り込み量や送りの速さ、
機械のパワー、各種段取りなどの要因で、
そのままの回転数で加工すると
工具寿命が短くなったり精度が出しにくいなど
トラブルが発生しやすくなります。
なので早く加工できて
工具寿命が長持ちする回転数を出す手順としては、
①回転数を出す公式で計算して回転数を出す。
②その回転数をベースに荒加工や仕上げ加工、溝入れなどの加工時の切削抵抗の強さ、チャックやワークの大きさなどの段取りを考慮して、回転数を調整していく。
すると早く加工ができて、
工具寿命が長持ちする回転数を選択して
加工することができます。
汎用旋盤の回転数はギアで調整するようになるので、
計算で出した数値と同じ回転数で設定するのが難しく、
感覚的な部分で判断しないといけない場合もあるので
難しいと感じる部分もあります。
しかし今回、適切な回転数を出すために
注意しないといけない点を、
分かりやすく解説しておりますので、
ぜひ、最後まで読んでいただければと思います。
目次
汎用旋盤の回転数の計算方法
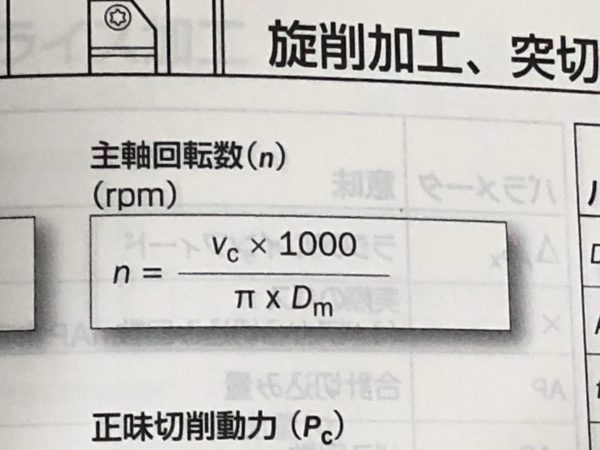
汎用旋盤の回転数を計算で出す方法は、
この式になります。
π・・・3.14
Dm・・・被削材の直径(mm)
Vc・・・切削速度
この公式にそれぞれの数値をあてはめて計算をすると、
回転数を計算で出すことができます。
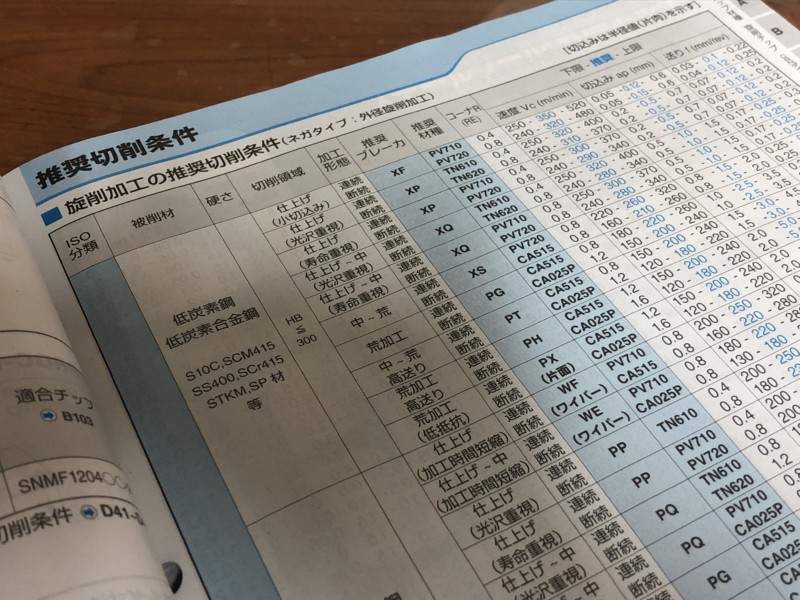
例えば、サンドビックのTNMM160412 4235で、
S45Cを荒加工するなら
切削速度は120~300の間。(数値は仮)
という感じで使用するチップの種類と
被削材の材質に合わせた切削速度が
工具メーカーのカタログに記載されているので、
それを参考にして計算式に切削速度を入れて計算します。
すると直径50mmの材料をVc120で削るなら、
764rpmという感じで回転数を出すことができます。
汎用旋盤はギアの関係上、
回転数が決まっているので、
計算で出した回転数と
全く同じ回転数で加工できる場合は、
ほとんどありません。
なので計算で出した回転数に近い回転数のギアに設定して
加工するようになります。


これが汎用旋盤で回転数を設定する
基本的な方法ですが、
この方法で理論上の回転数は出ても、
実際にこの回転数加工すると、切り込み量や送り、
機械のパワーなどの要因で、工具寿命が短くなったり、
パワー不足で削れない場合もあります。
なので、使っている旋盤のパワー、
荒加工時の切り込みや送りの早さ、
さらには断続切削や加工する際の段取りに合わせて、
回転数を調整する必要があります。
というのも、メーカーのカタログに載っている切削速度は、
NC旋盤で湿式加工(水溶性の油を掛け続ける)をした時の条件や、
チャンピオンデーター(テストした際に一番いい数値)で書かれていることがあり、
汎用旋盤でドライ切削(油をかけない加工)をした場合、
NC旋盤で加工する時よりも過酷な条件で削るようになります。

なので、メーカーのカタログに記載されている
切削速度で加工すると、
メーカーがチップをテストした状況と違うので、
チップがあっという間に摩耗する時もあります。
なので計算で出した数値はあくまで参考にして
計算で出した回転数から、
実際に加工する時の切り込みや送り、
機械のパワーなどによって、
総合的に判断する必要があります。
計算で出した回転数から増減を考慮する3つの項目

計算で回転数を出したら、
その計算で出た回転数を基準に
荒加工の切り込みと送り、
仕上加工時の断続切削、
ワーク長さや大きさ、チャックのサイズ、
偏心の有無などの段取りを考慮して
回転数を増減して調整します。
荒加工時の切り込み量と送り

荒加工をする時、
切り込み量や送り、機械のパワーなどの要因が絡んで、
計算で出した回転数で削ると、チップの摩耗が早かったり、
機械への負担が強くて旋盤が止まったりするなどの
トラブルが起こる可能性があります。
例えばS45Cを
外径80mm→60mmまで荒加工する時、
Vc120で荒加工しようとすると、
80mmを削る時の回転数は
477rpmほどになります。
しかし
サンドビックのTNMM160412
4235のチップを使って
直径10mm切り込んで、
送りf0,3の条件で加工する場合、
その計算で出た477rpmで削ると、
汎用旋盤の種類によっては
機械のパワーよりも切削抵抗が強くなってしまい
加工中に旋盤が停止してしまう場合があります。
なので計算で出した回転数から
切り込み量、送り、
使用するチップの切削抵抗を考慮して、
回転数を調整します。
この汎用旋盤の回転数のギアだと、
計算で出した数値は477rpmですが、
477rpmのギアがないので
荒加工の場合は420rpmで設定すると、
安定して削れやすいですね。
アルミ、銅などの柔らかい材料は、
計算で出た回転数より下げて加工すると
回転数が足りずにむしれが発生して削れにくくなることが多いので、
計算で出た回転数よりも高い回転数で設定すると、
加工しやすくなります。

仕上げ加工の断続切削

仕上げ加工の時は荒加工よりも切削抵抗も低いので、
基本的に計算で出た回転数よりも
高い回転数で設定したので問題ありません。
しかし仕上げ加工の回転数設定で、
注意しないといけないのが、
断続切削になってしまう場合です。

この断続切削の場合、連続切削と同じ条件で加工すると
連続切削の時と比べてチップの負担が大きいので、
あっという間にチップがダメになってしまいます。
なので仕上げ加工の回転数の設定は、
連続切削の場合は計算で出た数値よりも高い回転数、
断続切削の場合は計算で出した回転数よりも低い回転数で設定すると
工具寿命が長持ちするようになります。
ワークサイズ、素材の長さなどの各種段取り
最後はワークサイズ、チャックサイズ、素材の長さや偏心などの
各種段取りに合わせた回転数の設定方法です。
掴んでいる径は大きいけど、削る部分は小さい径の場合
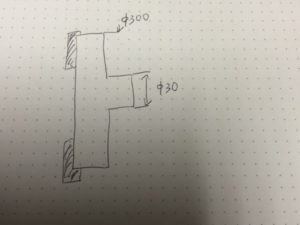
上の図面のような直径300mmのワークを
直径30mmまで削る場合、
30mmをVc120で削る場合だと
回転数は1273rpmになります。
しかしワークの掴んでいる部分が300mmになり、
この段取りで1273rpm回転させてしまうと、
遠心力でチャックが開いてしまって、
ワークが飛んでしまう可能性があります。

長い材料を加工する場合

細くて長いワークを加工する際に多い段取りですが、
チャックの後ろの突き出し量が長い場合、
高速で回転させるとワークが振れてしまい、
ワークが曲がってしまう場合があります。



画像のようにワークが出ている部分を
受けで受ける段取りをすると、
回転数を上げて加工することもできますが、
それでも計算で出た回転数通りに回転させると、
振動が大きくなって真円に削れなかったり、
ワークが動いてしまう可能性があります。

振れ止めを使った段取りでも
振動が大きくなって真円に削れなかったり、
チャックが緩んでワークが動いてしまう可能性が高いので、
注意が必要です。
大きいチャックを使っている場合

旋盤の大きさに対してチャックサイズが大きい場合、
高速で回転させると振動が発生して、
真円に削れない場合があります。
このような場合、
計算で出した回転数で加工すると、
振動の影響でワークが真円に削れなかったり、
掴んでいるワークが緩んでしまう可能性があり、
非常に危険です。
なのでこのように旋盤のサイズに対してチャックが大きくて、
計算で出した回転数で回転させたら振動する場合は、
振動せずに安定して削れる回転数まで下げる必要があります。
偏心しているワークを加工する場合
偏心しているワークを加工する場合、
計算で出した通りの回転数で加工すると、
偏心しているワークが回転した時に遠心力が働き、
振動が大きくなります。
ワークの形状や大きさによっても多少変わりますが、
1000rpm以上で回転させると
振動が大きくなりやすいですね。
旋盤の大きさに対して
チャックサイズが大きい時と同じで、
計算で出した回転数で
回転させて振動するなら、
振動せずに安定して削れる回転数まで
下げる必要があります。
ビビりが発生する場合

細くて長いワークを加工する場合や
薄いフランジを加工する場合などは、
回転数の早さが原因の
ビビりが発生する場合があります。
そのような回転数の早さが原因の
ビビりが発生する場合は、
ビビりが出ない回転数に
変更する必要があります。
基本的に回転数を下げると
ビビりを抑えられる場合が多いですが、
振動の波長の関係で
回転数を上げた場合がいい時もあります。
なので、その時の状況に合わせてビビりが出ないように、
計算で出した回転数から調整してやります。

回転数を簡単に覚える方法!
例えば直径50mmのワークをVc120で加工する場合、
計算で出した回転数は764rpmになります。
直径50mmをVc120で加工する場合、
764rpmになるのなら、
直径100mmのワークを加工する場合だと、
単純に764rpmの半分になるから、
382rpmになります。
このように使用するチップで
被削材を削る時の切削速度を覚えて、
その切削速度で直径●●mmを
計算した数値を基準として覚えておき、
その基準となる回転数から
直径に合わせて計算していくと、
頭で簡単に計算して出せるので、
電卓を使った計算がほぼ必要なくなります。
まとめ
今回は、汎用旋盤の適切な回転数の設定方法について紹介しました。
汎用旋盤の回転数を決める方法は、
①回転数を出す公式で回転数を出す。
②その回転数をベースに荒加工や仕上げ加工、溝入れなどの加工時の切削抵抗の強さ、チャックやワークの大きさなどの段取りを考慮して、回転数を調整していく。
ここに本文を入力
すると早く加工ができて、
工具寿命が長持ちする回転数を選択して
加工することができます。
しかし汎用旋盤はギアの関係上、
回転数が決まっているので、
計算で出した回転数と全く同じ回転数で加工できる場合は、
ほとんどありません。
なので計算で出した回転数に近い回転数のギアに設定して
加工するようになります。
そこから使っている旋盤のパワー、
荒加工時の切り込みや送りの早さ、
さらには断続切削や加工する際の段取りに合わせて、
回転数を調整する必要があります。
そうすることにより、
加工用途や段取りに合わせた
適切な回転数を設定できるようになり、
早くて工具寿命が長持ちする
加工ができるようになるのです。
もし、段取りなどを考慮せずに、
計算で出した回転数で加工すると
荒加工時に機械のパワー不足で止まったり、
チップの摩耗が非常に早くて消耗工具費が掛かったり、
振動が大きくて真円に削れず精度が出ないなどの
トラブルが発生する可能性が非常に高くなります。
なので必ず計算で出た回転数で加工するのではなく、
上記の加工用途や段取りなどの状況に合わせて
回転数を増減させて適切な回転数を調整するようにしてください。
そうすることで汎用旋盤で加工する際に、
早く加工ができて尚且つ工具寿命が長持ちする
回転数を選択できて仕事のスピードも早くなり、
給料アップに繋がるようになります。
ぜひ、今回紹介している内容を参考にして、
汎用旋盤の適切な回転数の設定に役立てていただければと思います。